Dentro universo da fabricação digital, mais especificamente, do corte computadorizado por CNC, é importante se conhecer as operações envolvidas com os comandos CNC.
São basicamente 5 operações principais: perfil (
profile), rebaixo (
pocket), gravação (
engraving) e furação (
drilling), escultura (
carving). Para correta geração de trajetórias de fabricação, quase sempre se utilizam sistemas CAM ou CAD/CAM, que significam:
- CAD: Computer Aided Design, ou desenho assistido por computador
- CAM: Computer Aided Manufacture, ou fabricação assistida por computador.
As operações, quando combinadas com os diversos materiais, fornecem resultados incríveis, com excelente qualidade, alta velocidade de fabricação, precisão dimensional e repetibilidade.
 Perfil:
Perfil: a ferramenta de corte, geralmente uma fresa de topo (cilíndrica) percorre uma trajetória contornando o perfil (interno ou externo) a partir de um desenho CAD. Com base na especificação do diâmetro da ferramenta no programa CAM, os programas automaticamente realizam o afastamento (
offset) interno ou externo conforme o diâmetro da fresa utilizada.
 Furação:
Furação: a ferramenta de corte, geralmente uma fresa de topo (cilíndrica) realiza furos diversos, a partir de um desenho CAD. Os principais tipos de furos podem ser
Canned Cycle (onde a ferramenta desce movimentando apenas no eixo Z) e
Spiral (onde a ferramenta, além de descer no eixo Z, também realizar movimento em espiral, a fim de realizar furação conforme o diâmetro especificado no desenho CAD.
Gravação: é semelhante à operação de perfil, mas com a diferença de que a ferramenta percorre exatamente no centro do desenho CAD, sem afastamento (
offset) como na operação de perfil. Além disso, geralmente a ferramenta é uma fresa em V ou de ponta esférica, atuando apenas na superfície da peça.
Exemplo de gravação (FONTE:
http://engravingbit.com/images/CNC-engraving-tool.JPG):
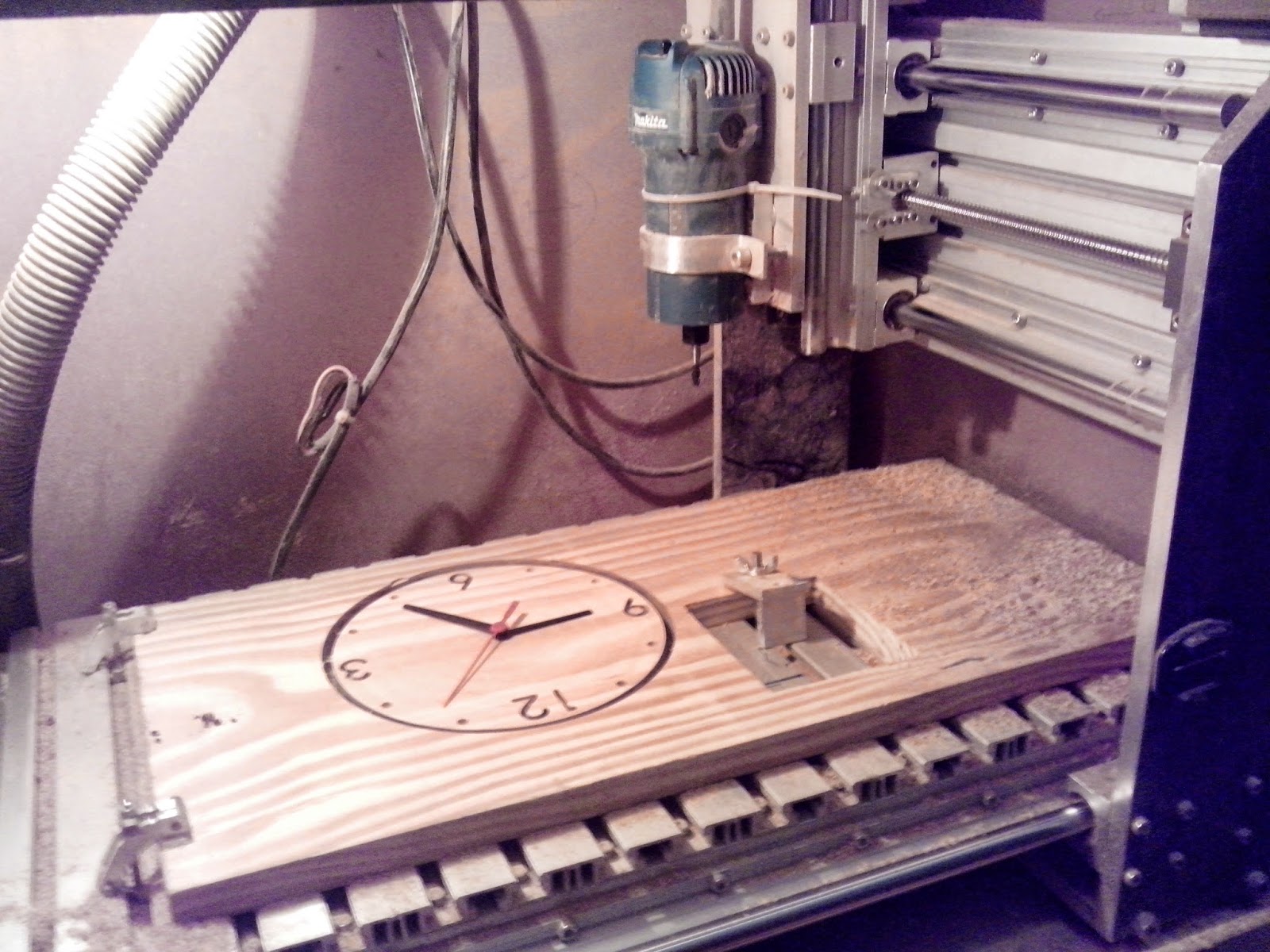
A figura abaixo é o resultado de 3 operações: Furação, Gravação e Perfil.
Além da gravação bidimensional (movimentos apenas em X e Y) pode-se ter também gravações tridimensionais, com movimentações sincronizadas em X, Y e Z, como no exemplo abaixo (FONTE:
http://www.artcam.com/img/insignia/key-features/vbit-carving/vbit-carving-thumb.jpg):
Rebaixo: a ferramenta de corte, geralmente fresa de topo, desbasta a área dentro de determinada geometria CAD, até uma profundidade especificada no programa CAM, rebaixando a espessura da peça nesta área específica.
A peça abaixo é o resultado de 3 operações: rebaixo nas 12 cavidades, furação no centro e perfil na borda.
Escultura: Pode-se entender como uma extensão da operação de
Rebaixo, mas onde ao invés do resultado ser uma superfície plana, na
Escultura o resultado é uma geometria totalmente tridimensional.
Exemplo de escultura (FONTE: https://www.youtube.com/watch?v=k7NQzap2BO8):
A geração da trajetória é um pouco mais complexa (embora alguns
softwares, como
Meshcam, simplifiquem bastante) e geralmente é realizada importando-se uma geometria 3D dentro do programa CAM.